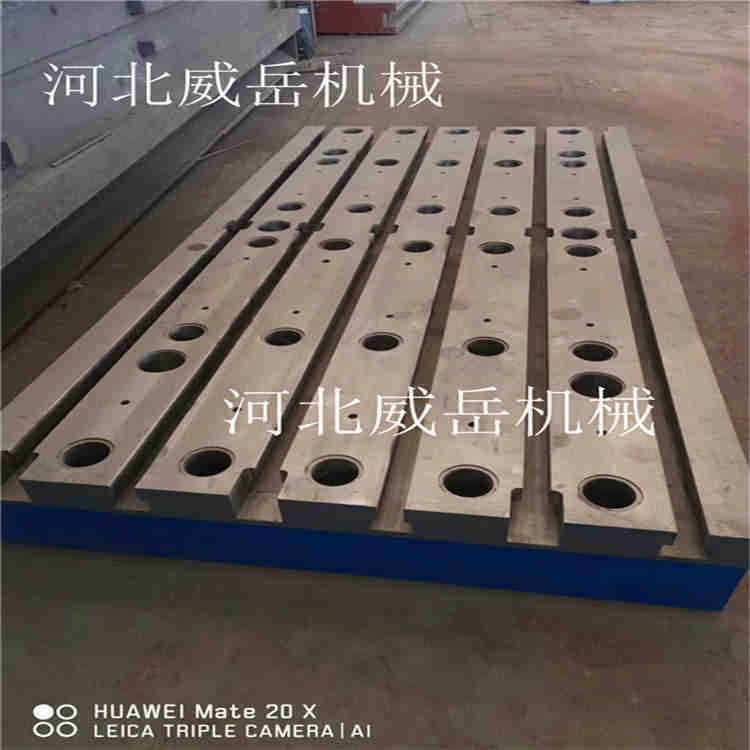
焊接平台铸铁的技术要求:
1、焊接平台铸铁工作面不得有影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。
2、焊接平台铸铁的铸造表面应清楚型砂且平整,涂漆牢固。
3、焊接平台铸铁精度等级为0级~3级的平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
4、焊接平台铸铁应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
5、焊接平台铸铁工作面通常采用刮削工艺。对采用刮削加工的3级平台工作面,其表面粗糙度Ra 大允许值为5μm。
焊接平台铸铁热处理辅助措施:
1、焊接平台铸铁时效处理。为了进一步提高尺寸稳定性,淬火、回火后,再在120~150℃进行24~36h的时效处理,这样可去掉铸铁平台/平板残余内应力,大大增加尺寸稳定性而不降低其硬度。
2、淬火和低温回火。铸铁平台/平板为过共析钢,通常采用淬火加低温回火处现在保证硬度的前提下,尽量降低淬火温度并进行预热,以减少加热和冷过程中的温差及淬火应力。
3、焊接平台铸铁冷处理。高精度铸铁平台/平板在淬火后进行冷处理.以减少残余奥氏体量。从而增加尺寸稳定性。冷处理温度一般为一70—-80℃并在淬火冷到室温后立即进行,以免残余奥氏体发生陈化稳定。
4、调质处理,其目的是获得回火索氏体组织,以减少淬火变形和提高铸铁平台/平板加工的光洁度http://www.chinaweiyue.com/
焊接平台铸铁的辅助热处理措施在生产过程中是重要的,也是不能少的一步加工程序,这也是焊接平台铸铁耐用的原因。